


更新时间:2025-04-06 07:11:14 浏览次数:6 公司名称:郑州 诚东机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16800/台 |
| 发货期限 | 3-7天 |
| 供货总量 | 长期供应 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢构 |
| 产品品牌 | 诚东 |
| 产品规格 | 支持定制 |
| 发货城市 | 郑州 |
| 产品产地 | 郑州 |
| 加工定制 | 支持定制 |
| 产品型号 | 180 |
| 可售卖地 | 全国 |
| 产品重量 | 机型不同重量不同 |
| 质保时间 | 质保1年 |
| 外形尺寸 | 2900*2600*2800mm |
| 适用领域 | 废金属回收 |
| 产品功率 | 18kw |
| 工作温度 | 正常 |
| 产量 | 3-5T/时 |



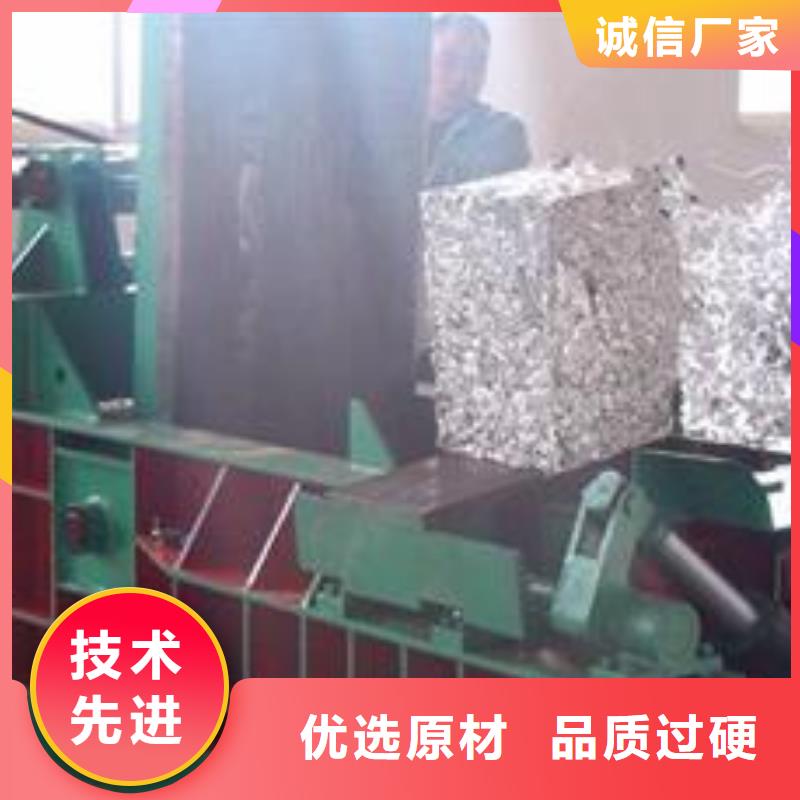



诚东金属压块机阜阳铁屑屑饼机阜阳铝屑压饼机设备技术特点:1、电气部分采用PC控制,抗干扰性强,自动化程度高,操作简单。2、液压站采用整体式专业阀块及大通经装阀,杜绝了油的渗漏,降低了系统的油温,提高了系统的稳定性。3、机架部分采用整体铸钢件,提高了设备的可靠稳定性和使用的寿命。4、油缸采用串联式油缸,提高了运动速度和生产效率5、根据用户工况另可加配螺旋自动送料器链条式自动出料器等,降低工人的劳动强度。6、可编程的控制器的操作台,工厂其他的进料和卸料装置或者其他设备项目都可以和软件相连接,根据需要配备。四、诚东金属压块机铁屑屑饼机阜阳铝屑压饼机设备技术参数:型号饼块尺寸(mm)饼块密度(T/M³)块重(Kg)功率(KW)块/分钟备注Y83-200-180-1004.0-5.22-3152-3手动快速Y83-315-1100-1204.2-5.52-415-24-5带电脑全自动Y83-400-1110-1404.2-5.53-522-304-5Y83-500-1120-1504.5-5.55-8373-5Y83-630-1130-1604.6-5.56-9603-4五、诚东金属压块机铁屑屑饼机铝屑压饼机设备工作视频:本公司拥有完善的生产设备和经验丰富的技术员工,具有雄厚的技术开发和科研创新能力,以科学的管理方法,严密的生产工艺,优良的质量保证,良好的服务,深受新老客户的一致好评。
阜阳铁屑压饼机采用液压传动、结构紧凑、移装方便、操作简单、维修容易、密封可靠、安装时不用底脚螺丝。用户可根据需要自定打包规格、尺寸,以较大限度地配合运输或存储,压块后金属方便破碎二次处理,是提高劳动效率、减少劳动强度、节约人力、减少运输费用的好设备。其压饼设备的关键技术在于:1:可将铁销等金属原料通过高压直接冷压成3-6公斤的圆柱或其他形状的铁屑压饼设备,能成功运作散装密度仅为2g/cm3的铸铁屑压成饼块,在提高熔化效率率下同时也提高炉内导磁性。2:新型铁屑压饼机采用计算机技术来计算显示炉衬厚度,阜阳以防炉衬过薄产生漏炉事故。阜阳铁屑压饼机设备生产厂家为提高铸铁屑、废钢屑的抗氧化率,将金属屑经过粉碎加压生产出新能源,采用液压传动、高度集成的阀块和超大的流道使系统的压力损失小密封性能好。阜阳铁屑压饼机金属制饼机有效的将各种废金属材料有效的利用,合理的为人们创造更多了更多经济价值,废原料在大压力过程中不需要加温、添加添加剂或其他工艺,直接冷压成型,广泛应用于钢厂、回收加工工序和有色金属行业的操作。
诚东阜阳铁屑屑饼机阜阳金属压饼机阜阳铝屑压块机电气部份采用PC控制,抗干扰性强,自动化程度高,操纵简朴。液压站采用整体式专业阀块及大通经装阀,杜绝了油的渗漏,降低了系统的油温,进步了系统的不乱性。油缸采用串联式油缸,进步了运动速度和出产效率,根据用户工况另可加配螺旋自动送料器、链条式自动出料器等,降低工人的劳动强度。跟着出产力的进步及市场需求的扩展,也可应用到半导体材料、非金属材料的压块成型上。与其他厂家相比,我公司生产的阜阳压饼机具有以下优势:1、机体采用整体钢结构,强度高,稳定性好,不需要安装地脚螺钉。?2、本机采用液压传动,高度专业整体阀块,超大流量通径,使系统压力损失少、了泄露弊端。3、插装阀、电液比例阀的使用和独特的油路设计使液压系统 无缺,即使在长期大负荷的情况下工作,系统也不会出现力不从心的现象。阜阳阜阳
诚东自动阜阳废铁压饼机、阜阳金属铁销打包机 、阜阳铁销压饼机采用液压传动,可将废铁压成密度大于5的饼块,广泛用于压制各种金属屑(铁屑、生铁屑、铝屑、铜屑等)、易拉罐、废酒盒、铁刨花、粉状金属粉(铁粉、铝粉、铜粉等),不需要添加任何粘合剂,等金属原料通过高压直接冷压成3~10公斤的圆柱或其他形状的饼块,以便于储运及减少回收再利用过程中运输、冶炼的损耗。可根据用户要求尺寸及形状定做模具,成型后的饼块可用于铸件、炼钢等,其价格远远高于废铁价。工作原理:将松散物料加入加料缸上方的大料斗中。加料缸后腔进油,活塞杆伸出,并复位,然后子缸后腔进油,带动主缸活塞杆和冲头快速下压,当冲头进入模腔后,主缸后腔进入压力油,主缸开始攻进将物料压缩形成屑饼,并保压后,主缸微退,副缸后腔进油,活塞杆回退,带动抽块后退至饼块可出位置,主缸继续下降,将压好的饼块压出模腔后,副缸前腔进油,活塞杆伸出,带动抽块将饼块推出饼块,同时复位。后子缸前腔进油,带动主缸活塞杆和冲头上升,并复位,完成一次压饼循环过程,并进入下一次循环程序。